

地 址:鄂尔多斯市准格尔旗沙圪堵镇福路村原石籽湾收费站北200米
电 话:189-4747-0808
电 话:155-4774-0707
邮 箱:1445268801@qq.com
网 址:www.nmhzty.com

包头轻型彩钢复合板制作试验结果接头的抗拉强度达到母材抗拉强度标准值,接头弯曲180°无裂纹。包头钢结构加工采用的焊接材料和焊接设备技术条件应符合国家标准,性能优良。清渣、气刨、焊条烘干保温等装置应齐全有效。手工电弧焊及CO2气保焊焊材和设备,条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。轻型彩钢复合板制作焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。焊机电压应正常,地线压紧牢固,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。

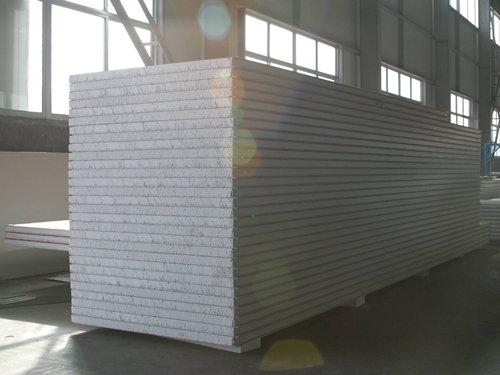
包头轻型彩钢复合板制作轻质楼盖系统其楼盖由C型的轻钢搁栅与铺于搁栅上的薄板组成。搁栅一般跨度为3.6米~4.8米,搁栅高为254毫米(搁栅的跨度可达11米),搁栅间距为600毫米。彩钢复合板制作由美国迪垂驰公司研发的搁栅产品在腹板上开有大孔,这样对于管线的穿越与布置极为方便。楼面有三种做法,分别为:高密度木纤维水泥板;满铺压型钢板再浇筑20毫米的陶粒轻骨料混凝土;满铺定向木纤维板或高密度层压胶合板。在这些轻质楼盖上每平方米可承受316~365公斤的荷载。

包头轻型彩钢复合板制作手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。埋弧焊是电弧在焊剂层下燃烧的一种电弧焊方法。彩钢复合板制作焊丝送进和焊接方向的移动有专门机构控制的称埋弧自动电弧焊;焊丝送进有专门机构控制,而焊接方向的移动靠工人操作的称为埋弧半自动电弧焊。埋弧焊的焊丝不涂药皮,但施焊端靠由焊剂漏头自动流下的颗粒状焊剂所覆盖,电弧完全被埋在焊剂之内,电弧热量集中,熔深大,适于厚板的焊接,具有很高的生产率。由于采用了自动或半自动化操作,焊接时的工艺条件稳定,焊缝的化学成分均匀,故焊成的焊缝的质量好,焊件变形小。
包头轻型彩钢复合板制作钢材的塑性一般指应力超过屈服点后,具有显著的塑性变形而不断裂的性质。衡量钢材塑性变形能力的主要指标是伸长率δ和断面收缩率ψ。钢材的冷弯性能是衡量钢材在常温下弯曲加工产生塑性变形时对产生裂纹的抵抗能力。彩钢复合板制作钢材的冷弯性能是用冷弯实验来检验钢材承受规定弯曲程度的弯曲变形性能。钢材的强度指标由弹性极限σe,屈服极限σy,和抗拉极限σu,设计时以钢材的屈服强度为基础,屈服强度高可以减轻结构的自重,节省钢材,降低造价。

包头轻型彩钢复合板制作务必按加工工艺规定的顺序开展,当有隐蔽工程焊接时,务必先予焊接,经检测合格即可遮盖。为降低形变,尽可能选用大件装焊,经纠正后再大件组装;组装的零件、构件应经查验合格,零件、构件联接表面和沿焊接边沿约30~35mm范畴内的锈迹、毛边、污渍、风雪、油渍等应消除整洁。彩钢复合板制作布局组装模套时,其定位务必考虑到预释放电焊焊接收拢量及进给量;为降低大件组装电焊焊接的形变,一般先要采用大件装焊,经纠正后,再组装大型部件;模套及组装的首样务必历经检测即可大量开展组装;板才、铝型材的拼凑应在组装前开展;构件的组装应在构件组装、电焊焊接、纠正后开展,便于降低构件的内应力,确保商品的制做品质。
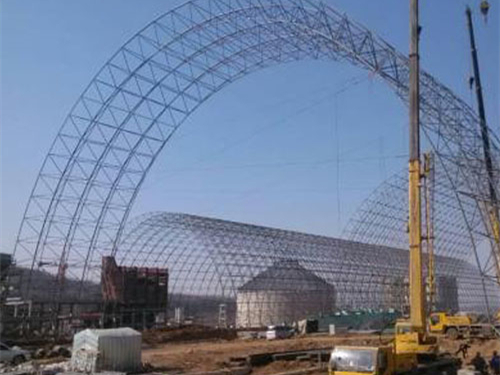
包头轻型彩钢复合板制作轻钢结构建筑的方式来源于90时代前期,从传入中国。现如今钢结构厂家比比皆是,一些有整体实力的公司都开发设计出了自身的轻钢龙骨隔墙成形发电机组。轻钢结构屋面关键选用的是弧形拱管理体系,有落地式和非落地式二种方式,大部分都选用了无窗密闭式的屋面。彩钢复合板制作据调查,轻钢结构建筑,早已完工的压型板,拱形结构的建筑总面积大概是250万平方,每一年的增长量做到100万平方之上。轻钢结构建筑,具备优良的经济收益,现阶段而言,在中国也有着非常广阔的发展前途。现阶段拱形屋面钢架结构所需考虑到的关键难题是,拱壳的总体稳定性和部分的稳定性。



